确保热成型工艺的温度控制
通过控制加热和红外温度监控实现最佳热成型,即使是薄膜热塑性塑料
使用红外辐射器控制热成型中的玻璃化转变温度
热成型是一种制造工艺,用于通过加热塑料片材直至其变得柔韧,然后将其模制成特定形状来成型热塑性材料。该工艺在包装中至关重要,用于制造食品包装、医疗托盘和消费品包装。在汽车行业,热成型塑料用于仪表板、门板和内饰等部件。它们对于生产建筑中的窗户型材、管道和绝缘材料至关重要。此外,热成型塑料还用于各种消费品,包括饮料瓶、功能性鞋膜和其他日常用品。
热成型工艺首先加热热塑性片材,直到其变软变柔韧,达到其玻璃化转变温度。此步骤至关重要,因为它允许材料轻松成型为所需的形状。红外辐射器通常用于此目的,因为它们效率高,能够提供受控加热。一旦热塑性片材变得柔韧,就使用模具通过真空成型、压力成型或机械成型等方法将其成型为所需的形状。每种方法都有特定的应用和优势,但都依赖于通过施加压力或真空来成型加热的塑料。成型后,必须冷却片材以固化新形状,确保塑料保持其形状和结构完整性。将冷却的部件从模具中取出,并可能进行额外的修整和精加工以达到最终产品的规格。热成型中常用的材料包括聚乙烯 (PE)、聚丙烯 (PP)、聚苯乙烯 (PS)、聚对苯二甲酸乙二醇酯 (PET)、丙烯腈丁二烯苯乙烯 (ABS) 和聚氯乙烯 (PVC)。确保温度均匀性对于避免最终产品出现缺陷至关重要,因为均匀加热可确保整个塑料片材达到相同的柔韧性水平,从而防止出现弱点或不一致。足够的热量渗透对于在不过热的情况下实现必要的柔韧性也至关重要。
红外传感器是确保塑料达到其玻璃化转变温度所必需的。然而,温度监测可能具有挑战性,因为塑料的厚度通常小于 400 µm,并且该过程涉及红外加热器。红外加热器通过定向红外辐射以非接触方式传输热量或能量。为了尽可能高效地使用红外加热工艺,必须考虑塑料材料的发射率,确定红外发射器应在短波、中波还是长波红外范围内工作。发射率取决于材料、表面质量、波长、角度,以及在某些情况下,应用的配置。
辐射加热器/红外辐射器的要求因红外辐射的波长和产品材料而异。这方面的一个挑战是,在相同波长范围内工作的红外传感器可能会拾取来自热发射器的背反射。
此外,薄塑料薄膜用于壁厚较薄的热成型部件,在某些光谱范围内可能是透明的。这使得该应用更具挑战性,因为具有错误光谱灵敏度的红外温度传感器可能无法拾取塑料薄膜的红外辐射。


控制热成型温度:红外辐射器和测温仪光谱范围的作用
通常使用红外辐射器,因为它们可以提供受控且均匀的加热,确保热塑性片材达到必要的玻璃化转变温度。了解加热表面的状况对于控制加热过程至关重要。红外测温仪在塑料成型之前监测其玻璃化转变温度,提供最快、最直接的测量方法。
红外加热器附近的红外测量的一个挑战是避免在加热器工作的相同光谱范围内进行测量。红外加热器和干燥机通常在近红外 (NIR) 和中红外 (MIR) 的波长范围内工作。NIR 加热器通常在 0.75 µm 至 1.5 µm 的范围内工作,提供强烈而集中的热量,非常适合快速加热应用。MIR 加热器在 1.5 µm 至 5.0 µm 的范围内工作,提供适合两个表面的平衡加热,并略微深入材料。为了避免串扰,测温仪通常在 8 µm – 14 µm 的长波长 (LT) 范围内工作,用于大多数干燥和加热应用。最佳做法是使用灵敏度与红外加热器不同的红外传感器以避免串扰。
薄塑料薄膜也存在挑战,因为在某些光谱范围内可能是透明的。这需要使用具有正确光谱灵敏度的传感器,以避免背反射读数不准确。厚度大于 0.4 毫米的塑料和着色薄膜可以在长波红外光谱范围 (8-14 μm) 内轻松测量,发射率 ≥ 0.9。然而,非常薄的塑料薄膜在这个光谱范围内是透明的,因此只能通过窄带敏感的红外传感器利用红外光谱中特定于材料的吸收带进行温度测量。
塑料中的红外温度测量涉及特定的光谱带和温度范围。C-H 波段的波长为 3.43 μm,对 50°C 以上的温度有效 (P3 > 50°C)。相比之下,波长为 7.95 μm 的 C-F 酯带适用于 0°C 以上的温度(P7 > 0°C)。不同的塑料材料对这些光谱带的响应不同。聚乙烯 (PE)、聚丙烯 (PP)、玻璃纸和聚苯乙烯 (PS) 对 3.43 μm 处的 C-H 带敏感,但对 C-F 酯带不敏感。相比之下,氟塑料 (FEP) 和聚酰亚胺对 7.95 μm 处的 C-F 酯带敏感,但对 C-H 带不敏感。某些材料(例如丙烯酸和聚碳酸酯)对两个波段均有响应。聚酯对厚度大于 10 μm 的 C-H 带有效,并对 C-F 酯带有响应。聚氯乙烯 (PVC) 对两个光谱带均有响应,使其适用于红外温度测量应用。
采用易于安装且对热冲击不敏感的高温计,实现热成型中经济高效的温度管理
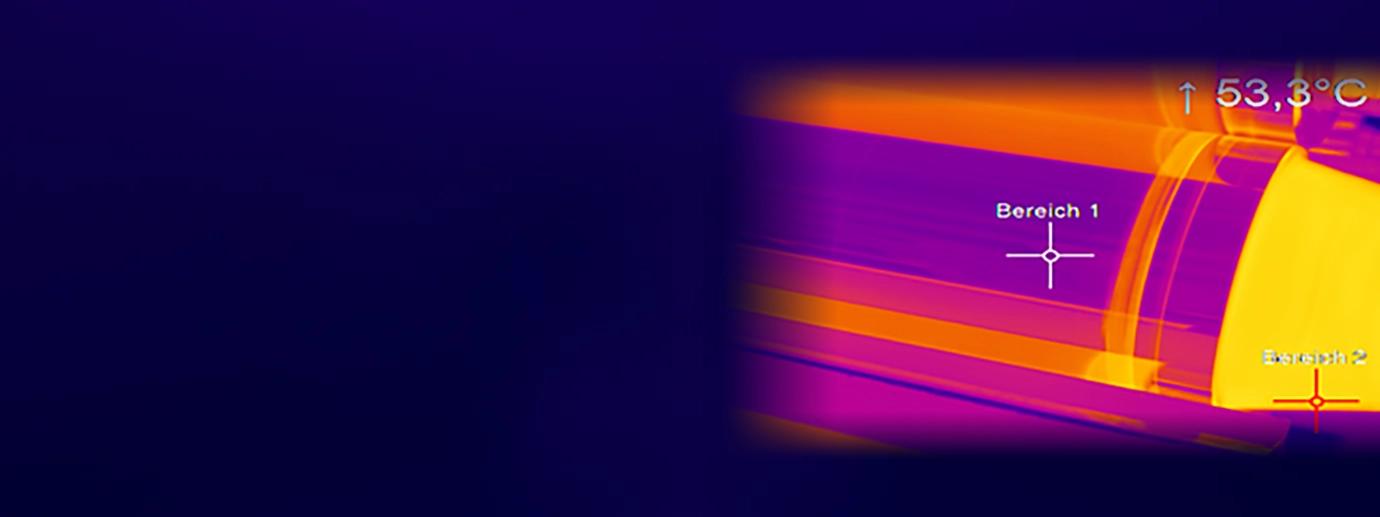
CT LT 传感器已用于生产用于杂货食品的廉价塑料包装。由于塑料薄膜厚度超过 400 µm,因此长波长传感器就足够了。制造商已将多个高温计集成到一条生产线中,以监测温度不均匀性。如果温度读数不同,可编程逻辑控制器 (PLC) 会根据通过模拟输入接收到的温度数据调整红外加热器的功率。在线温度计安装在红外加热器旁边,塑料薄膜在此达到最高温度,以避免任何寄生反射。尽管如此,环境温度仍然很高,因此传感器必须承受高温。
Optris 测温仪的抗热冲击特性在此应用中至关重要,因为它可以确保即使在温度波动迅速或附近有热量排放的环境中也能准确可靠地测量温度。Optris 提供一系列机械配件,大大简化了其传感器与现有热成型机械的集成。这些配件包括安装支架、可调节支架、窗口和保护外壳,使制造商能够更轻松地将红外测温系统整合到机械设备中,而无需进行大量改造。此外,传感头可以从电子箱中断开,从而简化了复杂机械设置中的安装和维护。这不仅节省了时间,还降低了安装成本。






告诉我们您的红外温度测量需求
Optris 红外测温仪产品组合中有 300 多种不同的测温仪可供选择,每种都针对材料、光斑大小、与目标的距离和环境条件进行了优化。
Optris专业的工程师可以通过电话或线上指导您完成为红外传感器和红外热像仪产品的选购。

