熔融沉积成型 3D 打印机的长丝生产
通过精确的温度管理优化长丝复合
控制温度以实现复合工艺中一致的长丝性能
3D 打印长丝是熔融沉积成型 (FDM) 3D 打印机必不可少的热塑性原料。随着行业的发展,可用的长丝种类不断扩大,以满足不同的打印需求。
长丝生产涉及加热、挤压和冷却塑料,以将原始颗粒转化为成品长丝。与 3D 打印不同,在 3D 打印中,材料被推过喷嘴,而长丝生产是将材料拉过喷嘴,拉动速度和力量决定了直径。
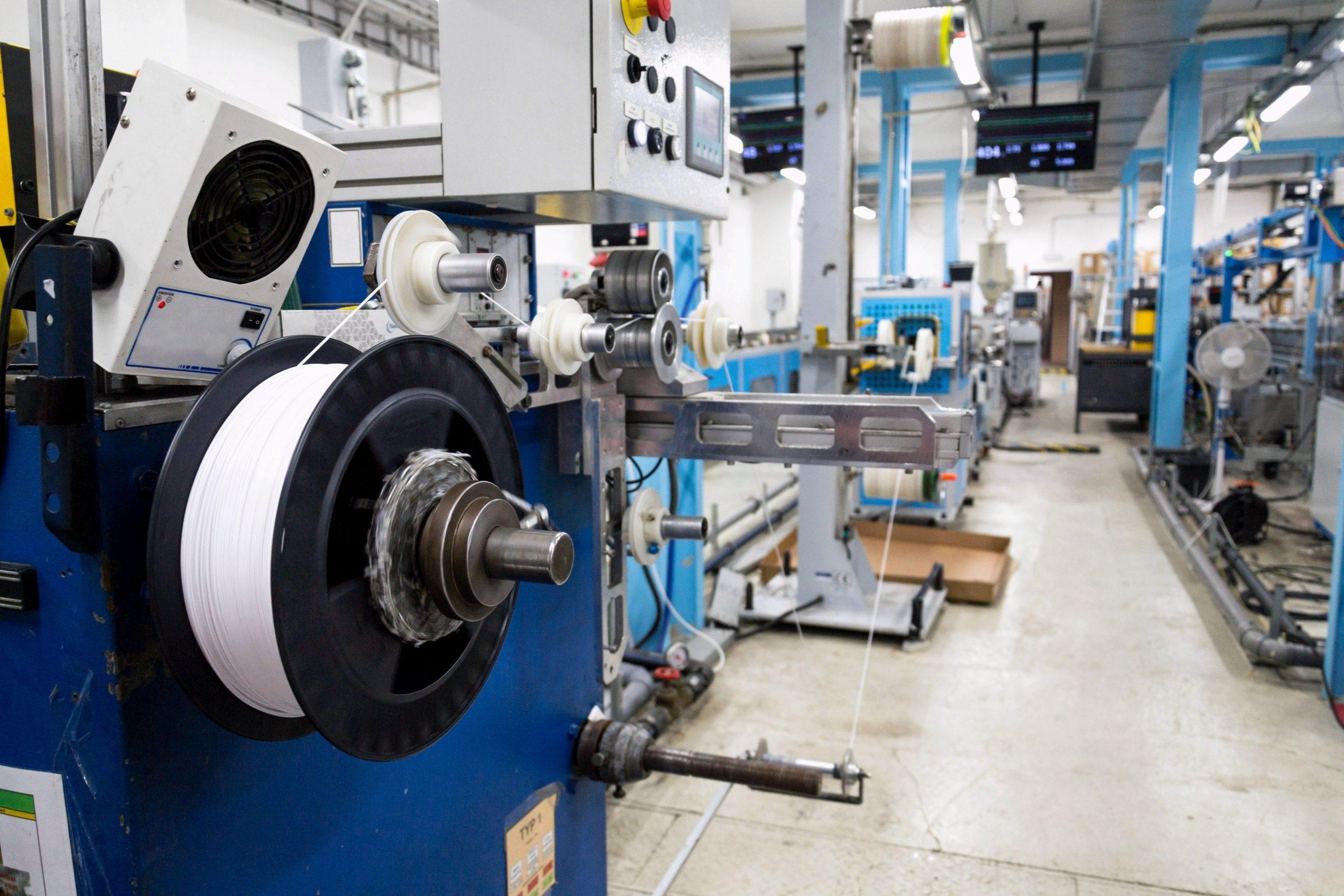
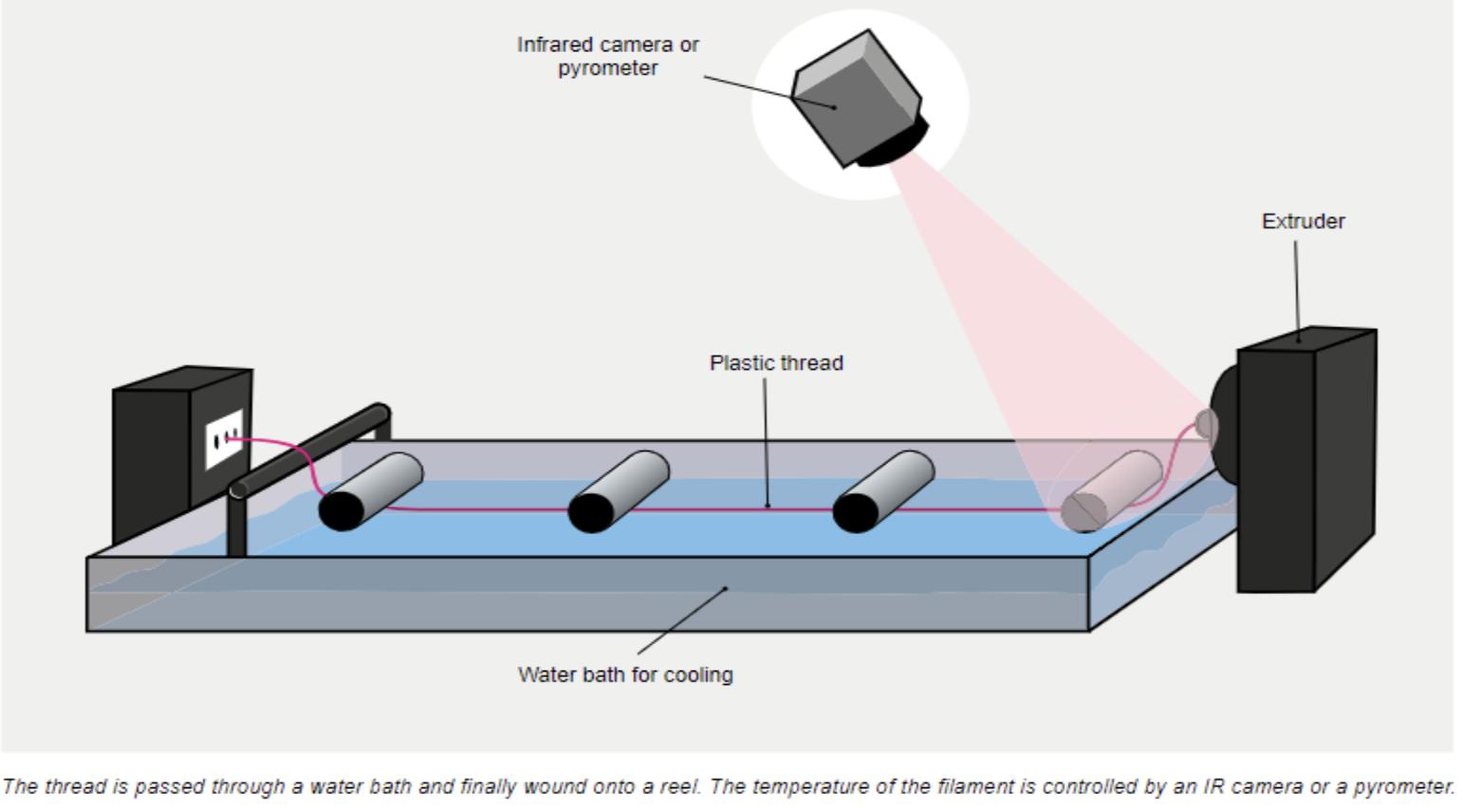
该过程首先将塑料颗粒送入长丝挤出机的加热室,在那里它们熔化并粘合成一致的线。该长丝离开加热室并进入温水室以获得圆形,然后移动到冷水室进行固化。拉动速度决定了长丝的直径:速度越慢,直径越大,速度越快,直径越小。
该过程称为“配混”,从原始塑料树脂颗粒开始,可以将其与添加剂混合以获得所需的性能。干燥以减少水分含量的颗粒随后被加热并挤出成细丝形式,经过温水箱和冷水箱,然后缠绕在线轴上。
不同的细丝需要特定的打印温度:PLA 在 180-230°C 下打印,ABS 在 210-250°C 下打印,床温为 50-100°C,PETG 在 220-235°C 下打印,尼龙在 220-260°C 下打印,床温为 50-100°C,柔性 TPE 和 TPU 在 225-235°C 下打印,床温为 40°C。
出于多种原因,温度是细丝生产中的关键因素。它直接影响热塑性材料的挤出过程,影响细丝的直径、表面粗糙度和拉伸强度。适当的挤出温度可确保热塑性材料均匀熔化,使其顺利流过喷嘴并形成一致的细丝。如果温度太低,材料可能无法正常熔化,导致塑化不完全和细丝变弱。相反,如果温度过高,则会导致材料降解,损害其机械性能。此外,细丝直径的均匀性对于可靠的 3D 打印至关重要,因为变化会导致打印错误和最终产品缺陷。通过在细丝生产过程中保持最佳温度,制造商可以获得具有所需机械性能的高质量细丝,确保在 3D 打印应用中具有一致的性能。
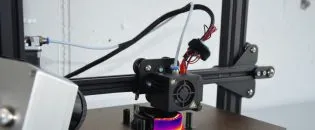
通过红外线测温实时调节温度,防止挤出机堵塞
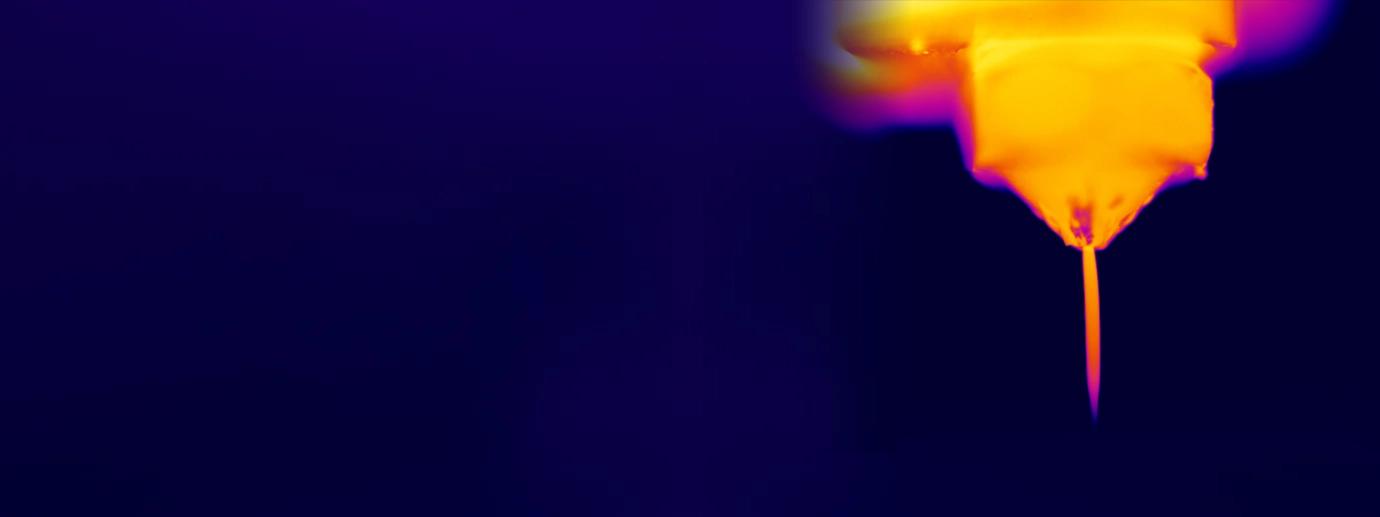
在长丝生产过程中保持正确的温度对于确保热塑性材料的均匀熔化、粘合和凝固至关重要。使用 Optris 测温仪或红外热像仪,操作员可以高精度地检测温度变化,并相应地调整挤出和冷却系统以保持最佳状态。Optris 测温仪和 Optris 红外热像仪都是在挤出过程中监测长丝温度的重要工具。通过提供精确的温度读数,如果长丝温度下降得太低,这些设备可以及时干预,防止挤出机堵塞并避免设备长期损坏。这确保了长丝生产过程的平稳和高效,从而产生高质量的 3D 打印材料。
塑料材料的高发射率使得传统的长波长红外摄像机和高温计在这种情况下特别适合温度测量。虽然红外热像仪可以检测到其视野范围内的最高温度,但测温仪需要精确对准以瞄准特定的感兴趣区域。在这两种情况下,温度数据都通过模拟或数字接口输入到闭合反馈回路中以进行控制。这种集成可以实时调整挤出和冷却系统,保持一致的温度并确保长丝的最佳物理性能。
在 PLA 生产中通过精确的温度控制实现一致的长丝特性
温度在 3D 打印的长丝生产中起着至关重要的作用,特别是对于聚乳酸 (PLA) 等材料。挤出过程需要精确的温度控制,以确保长丝具有正确的直径、表面粗糙度和机械性能。如果温度太低,材料可能不会完全熔化,导致塑化不完全,从而导致长丝直径不一致且机械强度较差。相反,如果温度过高,则会导致聚合物热降解,对长丝的质量和耐用性产生负面影响。
在长丝生产中使用红外 (IR) 温度测量具有显着的好处。红外测量提供非接触式实时监控挤出温度,确保一致和精确的控制。此功能对于实现一致的长丝直径和机械性能特别有益,这对于高质量的 3D 打印至关重要。精确的温度控制有助于保持理想的挤出温度,这对于生产具有均匀直径和最佳拉伸强度的长丝至关重要。此外,红外温度测量可以快速检测温度变化,从而允许立即进行调整并降低生产有缺陷的长丝的风险。这使得长丝质量更高、可打印性更好,3D 打印物体的整体性能也更好。
Optris 测温仪非常容易集成到长丝生产系统中,与现有工艺无缝兼容。它们的非接触式设计允许在挤出生产线的关键点直接安装,而不会干扰生产流程。测温仪提供高精度的实时温度读数,可以轻松连接到生产系统的控制单元,实现自动调整以保持最佳挤出条件。其坚固的设计确保即使在苛刻的工业环境中也能提供可靠的性能,用户友好的界面简化了配置和监控。这种易于集成的特性使 Optris 测温仪成为任何长丝生产设置的宝贵补充。














告诉我们您的红外温度测量需求
Optris 红外测温仪产品组合中有 300 多种不同的测温仪可供选择,每种都针对材料、光斑大小、与目标的距离和环境条件进行了优化。
Optris专业的工程师可以通过电话或线上指导您完成为红外传感器和红外热像仪产品的选购。

