
从粉末到精密:3D 金属打印中的红外测量技术
激光粉末床熔合:通过精确的工艺温度和红外测量确保打印质量
应对金属 3D 打印中温度调节和质量的挑战
近年来,金属 3D 打印取得了显著增长。25 多年来,基于粉末床的激光束熔合 (LPBF) 一直是金属增材制造最有前途的方法之一。LPBF 工艺由弗劳恩霍夫激光技术研究所 ILT 于 1996 年开发并获得专利,特别适合制造具有复杂几何形状的组件。这种精确的 3D 打印技术能够生产使用减材方法无法制造的零件,不断解锁新的工业应用。
在 LPBF 中,起始材料是薄薄地涂在底板上的粉末。然后,激光束选择性地熔化粉末的区域以形成所需的组件。凝固后,形成固体材料层。随后降低底板,并涂上另一层粉末。这个迭代过程逐层重复,最终得到一个三维组件,只需去除多余的粉末即可。
在弗劳恩霍夫 ILT,LPBF 工艺通过各种研究项目不断改进。该研究所运营着多个 LPBF 实验室设施来推进这项工作。LPBF 工艺的质量在很大程度上取决于保持正确的工艺温度。激光束以极快的速度加热材料,加热速率高达每秒 100 万开尔文。然后,熔化的材料会迅速冷却,造成应力、收缩、相变和其他可能影响质量的物理效应的风险。开裂或塑性变形等问题最终会导致部件出现缺陷。
为了防止这些故障,底板被加热以更好地调节部件的温度,最大限度地减少由过大的温度梯度引起的应力。然而,影响部件温度的参数在整个过程中都在变化。每一层到加热底板的距离都在增加,粉末床导热性差,辐射会影响工艺,激光会引入额外的热量。因此,在整个过程中,需要不断调整加热。
3D 打印过程中的红外温度测量和可视化
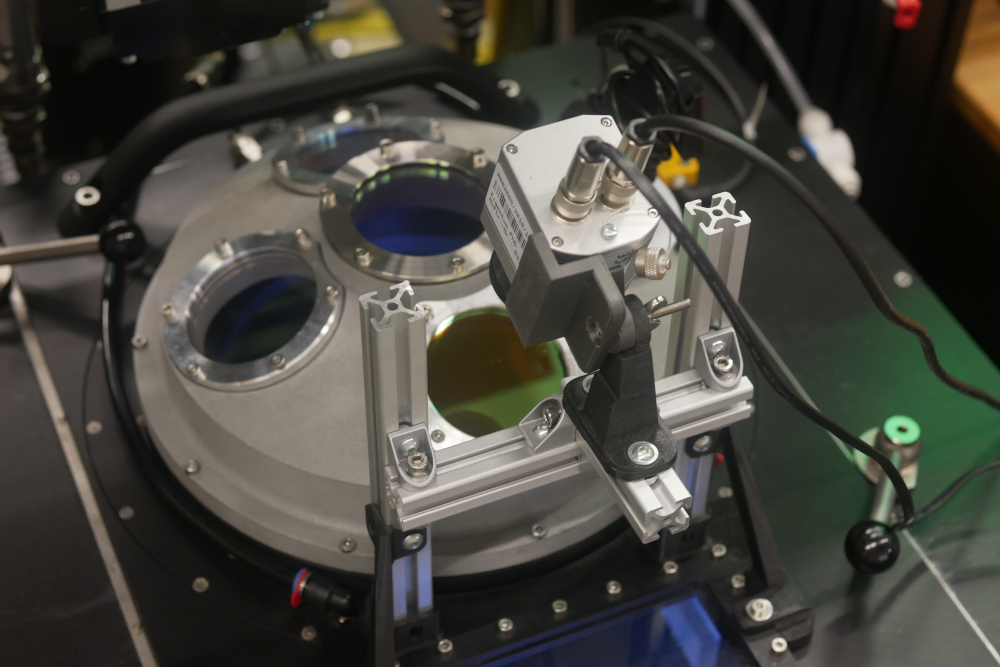
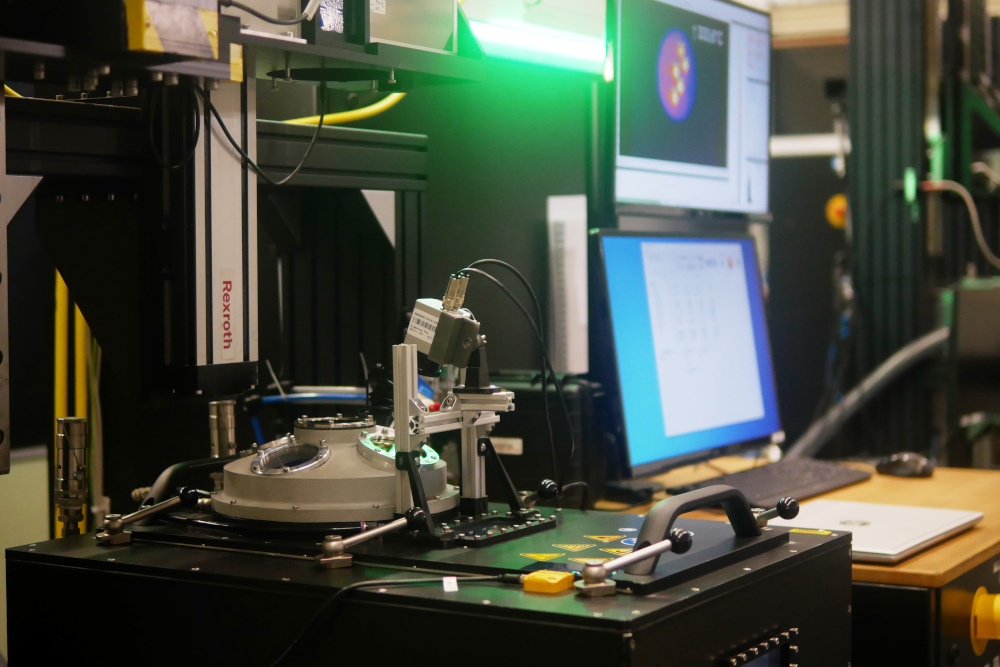
Optris PI 640i 红外热像仪能够测量高达 1500°C 的温度,可用于优化温度调节过程。该红外热像仪安装在工艺室外,为此目的,在工艺室内集成了一个硒化锌窗口。红外温度测量的一个挑战是处理金属表面的发射率。例如,金属粉末和固体的发射率各不相同,也受表面条件的影响。虽然使用长波长红外热像仪测量金属表面可能很困难,但在这种情况下,表面粗糙度提供了足够的发射率。
另一个挑战涉及与强大激光的光学干扰和相互作用。幸运的是,用于此过程的大多数商用激光器在不同的光谱范围内运行,通常使用 1.064 µm 的标准连续波激光器。该波长与此处使用的长波长红外热像仪的波长不同。
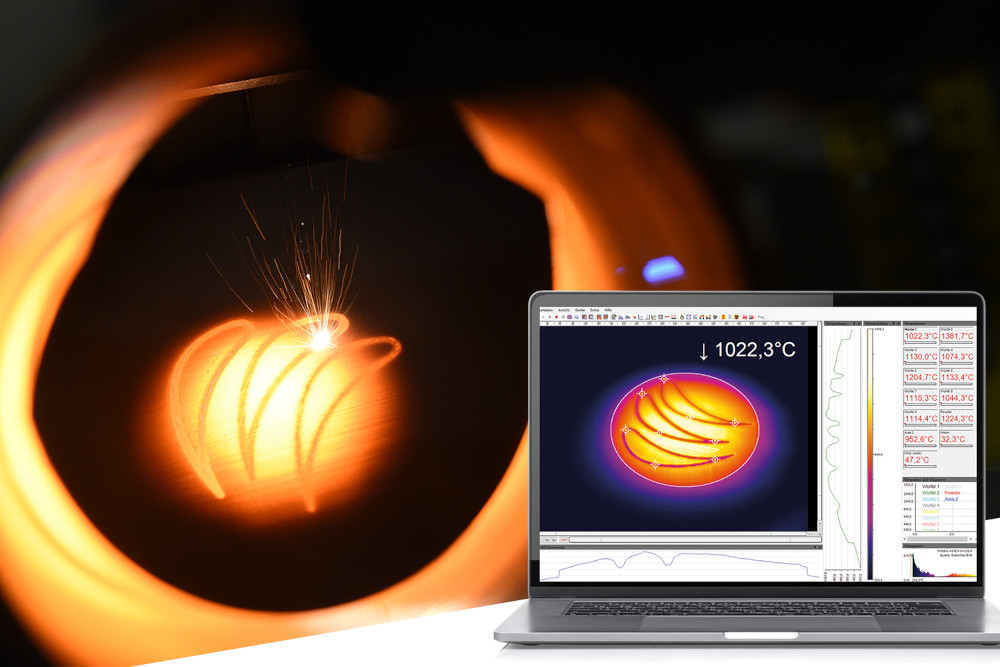
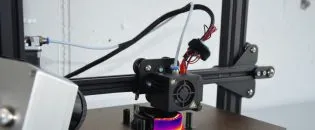
在构建过程中,红外热像仪在熔融浴再次凝固后测量组件的温度。系统控制器通过数字接口触发红外热像仪,以捕捉热图像。这可以在激光关闭后不久和施加下一层粉末之前发生。这样就可以研究各种影响。典型的测量结果可以确定重熔后的冷却行为或粉末床的散热。这样,就可以调整部件的加热,以避免出现缺陷部件。
通过对热成像图像的简单评估可以优化 3D 打印质量
PI 640i 红外热像仪非常紧凑,可以轻松安装在窗户上方。凭借 640 x 480 像素的分辨率,由于注重 MFOV 特性,它还可以解析较小的组件结构。
红外热像仪通过 USB 接口连接到安装了 PIX Connect 分析软件的 PC,该软件由 Optris 与红外热像仪一起提供。
该软件分析热成像图像并提供全面的记录和分析选项。Fraunhofer ILT 使用的系统还允许以开放格式存档和保存图像,这是一个重要的优势。另一个重要方面是 PIX Connect 软件中非常容易分析热成像图像。
Fraunhofer ILT 已经使用 PI 系列好几年了。以前,在许多情况下,只使用测温仪,一次只能测量一个点的温度。总体而言,Optris 红外热像仪非常适合 ILT 的这一过程。由于其紧凑性,机械集成起来非常容易,操作也非常简单。
推荐产品
















告诉我们您的红外温度测量需求
Optris 红外测温仪产品组合中有 300 多种不同的测温仪可供选择,每种都针对材料、光斑大小、与目标的距离和环境条件进行了优化。
Optris专业的工程师可以通过电话或线上指导您完成为红外传感器和红外热像仪产品的选购。

