
自上而下玻璃检测系统 640 R
用于玻璃硬化的高分辨率红外 G7 自上而下玻璃检测系统











- 自上而下系统,下方有附加参考测温仪,用于自动发射率校正
- 数字控制镜头保护系统 (DCLP) 避免额外的空气吹扫
- 玻璃面积计算
- 预组装系统,可轻松安装在玻璃钢化炉上
- 自动扫描线调整 - 对失真不敏感
99,995元起
联系我们获取报价
产品描述
低辐射 (Low-E) 玻璃旨在提高建筑物的能源效率,这对传统的红外 (IR) 设备提出了重大挑战,因为红外 (IR) 设备在玻璃离开熔炉时从上方测量玻璃温度。低辐射玻璃通常用于窗户和外墙组件,通常由多层绝缘玻璃构成,涂层的辐射率非常低。这种低辐射率使传统红外线扫描仪设备难以准确测量玻璃温度,因为它们通常从上方瞄准涂层面,从而导致温度读数不准确和质量控制问题。
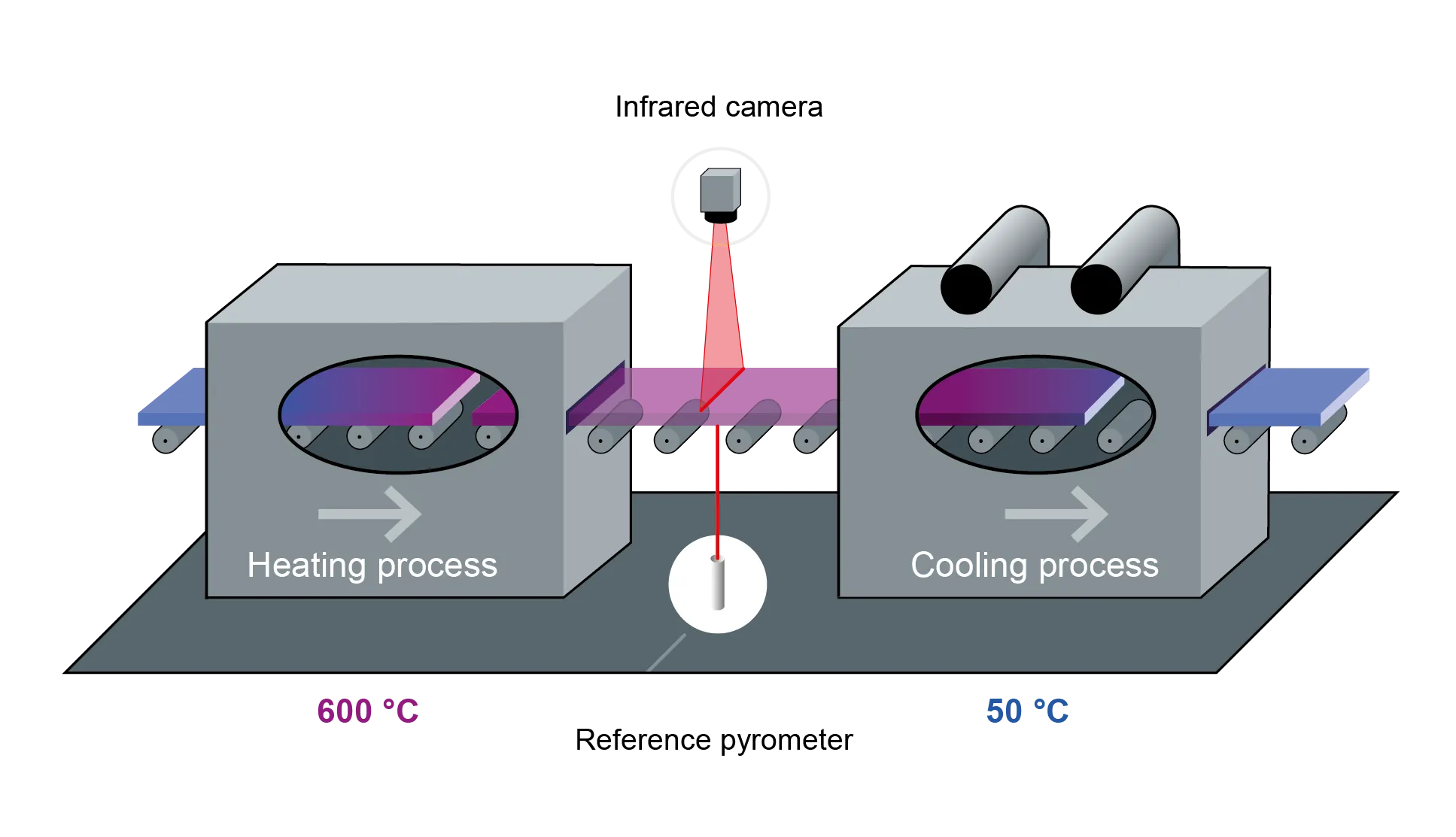
自上而下的玻璃检测系统 (Top-Down GIS) 就是为解决这一问题而开发的。该系统旨在在生产过程中提供准确的低辐射玻璃温度测量。与从玻璃下方测量的自下而上的 GIS 不同,自上而下的 GIS 从上方测量,同时使用额外的参考测温仪从下方校正辐射率。这种双重测量方法可确保检测到有缺陷或不均匀的表面,并允许根据温度分布调整加热或冷却,从而确保玻璃生产的最佳质量和一致性。
出于两个原因,需要从下方进行参考:玻璃涂层的上侧发射率低,难以进行准确测量,并且由于炉子高度较低,热像仪通常没有足够的空间从下方进行测量。这种设置需要多个热像仪,而且广角视图可能会对测量产生不同的影响。通过从下方使用额外的参考测温仪,自上而下的 GIS 可以校正发射率变化并确保准确的温度读数,即使在熔炉的密闭空间内也是如此。这种双热像仪方法增强了系统检测缺陷和保持对玻璃生产过程的精确控制的能力。
自上而下的 GIS 采用两个高分辨率红外热像仪,放置在钢化线上方,以测量玻璃顶面的温度。该系统,特别是 Top-Down GIS 640 R,包括来自下方传感器的温度参考和标准玻璃和 Low-E 玻璃的自动发射率校正。它是专门为玻璃钢化机的工艺控制而开发的。上方 PI 热像仪的线扫描功能与下方测温仪的参考测量相结合,至关重要,因为 Low-E 涂层可最大限度地减少透过玻璃的红外辐射,但不会减少可见光的热效应。这种双重测量方法可确保准确的温度读数和有效的工艺控制,从而保持玻璃生产的质量和一致性。
Top-Down GIS 中使用的红外热像仪(例如集成的 PI 640i G7)是专门为玻璃行业开发的。这些热像仪的光谱响应为 7.9 μm,温度范围为 150°C 至 1500°C,适用于玻璃生产、精炼和进一步加工的广泛应用。将这些热像仪与先进的参考测温仪相结合,可确保对各种玻璃产品(包括玻璃板)进行准确可靠的温度测量。高分辨率可实现精确的温度测绘和对整个玻璃表面的全面覆盖,确保不会遗漏任何区域。
该系统包括一个数控镜头保护系统 (DCLP),无需额外的空气吹扫。该玻璃检测系统可以快速检测玻璃硬化过程中的温差,从而避免出现废品并提供自动质量监控。DCLP 可确保镜头保持清洁和正常运行,从而提高系统在保持高质量玻璃生产标准方面的整体可靠性和效率。
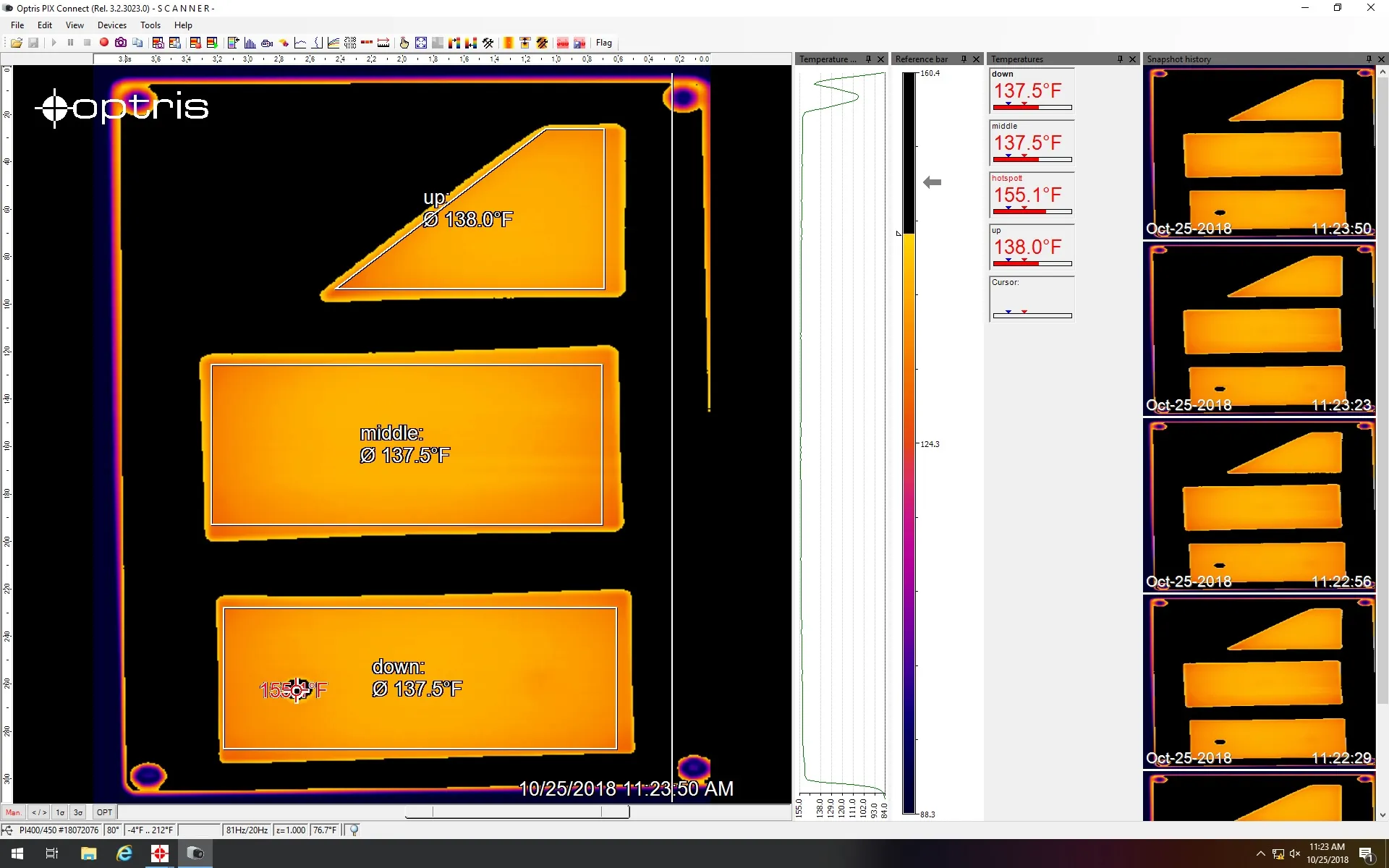
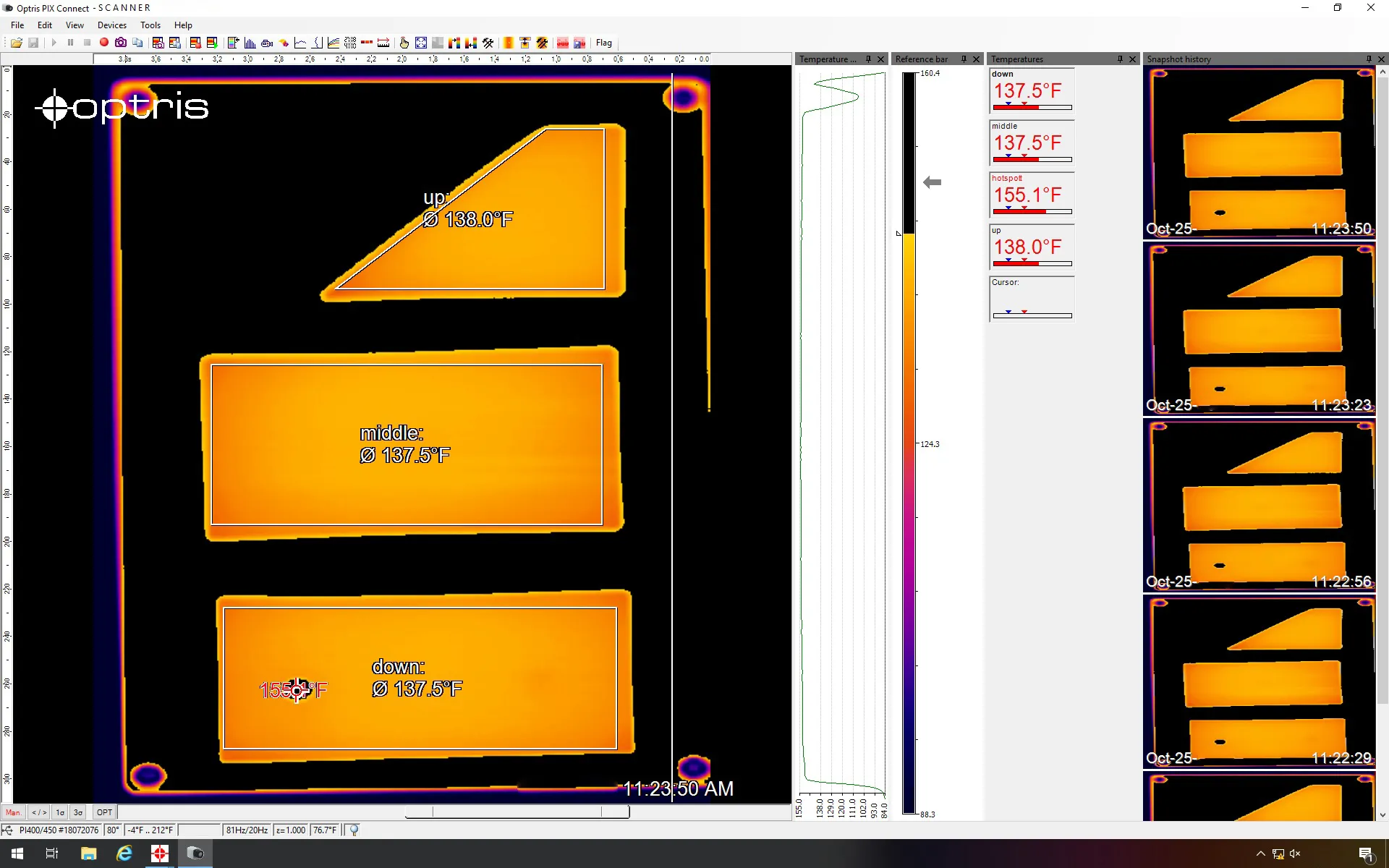
Optris 红外热像仪配备免许可的 PIX Connect 软件,使热像仪可以作为线扫描仪运行。玻璃行业用于各种测量程序的传统线扫描仪体积庞大、价格昂贵,并且需要大量手动设置。相比之下,红外热像仪系统结构紧凑、经济高效,具有多种优势。该软件允许灵活定位和确定扫描线的尺寸,提供完整的红外图像,提供有价值的附加信息,尤其是在设置期间。这种灵活性简化了安装过程,并提高了玻璃生产中温度测量的整体效率和准确性。
热像仪可以使用最小的孔径准确测量移动物体的表面温度,这一功能在玻璃行业尤为重要。由于玻璃温度直接影响其质量,因此在生产过程中对多个点进行准确的温度测量至关重要。收集的数据直接传输到过程控制系统,实现实时调整并确保最佳产品质量。此功能有助于保持一致性,降低缺陷风险,并提高生产过程的整体效率。
除了测量温度分布外,Top-Down GIS 还计算玻璃表面积。此功能对于过程控制和质量保证至关重要,可在生产过程中对玻璃进行详细分析。系统提供准确温度数据的能力有助于保持玻璃的质量和一致性,这对于其在节能应用中的性能至关重要。通过确保精确的温度监测和表面积计算,Top-Down GIS 支持生产符合严格行业标准的高质量玻璃产品。
Top-Down GIS 作为预组装系统交付,可轻松安装在玻璃钢化炉上。这种成套解决方案简化了实施过程,使制造商能够快速将系统集成到其现有生产线中。该系统的设计确保安装过程中的干扰最小,同时在温度测量准确性和过程控制方面提供直接好处。它由几个预接线组件组成,可立即使用。红外玻璃系统采用 24V 供电,通过以太网电缆连接到 PC。该系统可直接与 PIX Connect 分析软件和预定义布局一起使用,从安装那一刻起即可实现无缝操作和高效数据分析。
产品规格
| 型号 | TDGIS 640 G7 33°x25° | TDGIS 640 G7 60°x45° | TDGIS 640 G7 90°x64° |
| 探测器 | |||
| 光学分辨率 | 640×480 像素 | ||
| 像素间距 | 17 µm | ||
| 探测器 | 非制冷红外探测器 | ||
| 光谱范围 | 7.9 µm | ||
| 光学滤波器 | 无 | ||
| 帧频 | 640×480 像素时为 32 Hz 640×120 像素时为 125 Hz |
||
| 光学 | |||
| 视场角 | 33°x25° | 60°x45° | 90°x64° |
| 焦距[毫米] | 18.7 mm | 10.5 mm | 7.7 mm |
| F 值 | 0.8 | 0.8 | 0.8 |
| 光学分辨率 | 354:1 | 181:1 | 105:1 |
| 到目标的最小距离 | 300 mm | 200 mm | 200 mm |
| 可互换光学镜组 | 是 | ||
| 测量 | |||
| 目标测量范围 | 200 … 1500 °C / 150 … 900 °C (观测范围 0 … 250 °C) | ||
| 精确度 | ±2 °C 或 ±2 %,取较大者 | ||
| 热灵敏度 (NETD) *6) | 80 mK | ||
| 可探测的最小光斑尺寸 IFOV:1 像素 | 0.3mm | 0.4mm | 0.7mm |
| 可测量的最小光斑尺寸 MFOV | 0.9mm | 1.2mm | 2.1mm |
| 测量视场 (MFOV) | 3×3 像素 | ||
| 预热时间 | 10分钟 | ||
| 发射率/透射率/反射率 | 可调:0.100…1.100 | ||
| 接口 | |||
| 接口 | USB 千兆以太网(PoE)接口 | ||
| 支持的协议 | 以太网 (最大1000 Mbit/s) | ||
| 兼容软件 | PIXConnect, ConnectSDK, EasyAPI, ExpertAPI | ||
| 图像处理 | |||
| 配置 | 通过 PIXConnect | ||
| 操作 | 计算机支持 | ||
| 功能 | 玻璃测量、感兴趣区域测量、线扫描、事件采集器、合并、报警、比较功能、温度-时间图、温度曲线、记录和播放、触发 … | ||
| 玻璃破碎传感器 – 探测器 | |||
| 探测器 | 热电偶 | ||
| 测量原理 | 单色 | ||
| 光谱范围 | 5.0 μm | ||
| 响应时间 | 120 ms | ||
| 曝光时间 | 120 ms | ||
| 采样频率 | 8 Hz | ||
| 可更换感应头 | 是 | ||
| 玻璃破碎传感器 – 光学 | |||
| 距离光斑比 (D:S) | 10:1 | ||
| 光斑大小(SF 光学系统) | 7 mm | ||
| 最小光斑(CF 光学镜组/附加 CF 镜头) | N/A | ||
| 距离 | 独立的 | ||
| 玻璃破碎传感器 – 瞄准 | |||
| 瞄准 | 无 | ||
| 玻璃破碎传感器 – 测量 | |||
| 物体测量范围 | 低温: 100 … 1200 °C | ||
| 精度 2) | ±2 °C 或 ±1 % | ||
| 重复性 2) | ±0.5 % 或 ±0.5 °C*1) | ||
| 温度系数 3) | ±0.05 K/ K 或 ±0.05 %/ K | ||
| 热敏性(NETD) | 低温: 100 mK | ||
| 预热时间 | 无 | ||
| 发射率/透射率/反射率 | 0.100 – 1.100 | ||
| 斜率 | 无 | ||
| 常规 | |||
| 快门尺寸 | 116 x 57 x 121 mm | ||
| 箱体尺寸 | 400 x 200 x 155 mm | ||
| 外壳材料 | 不锈钢 | ||
| 重量 | 13 kg(完整系统) | ||
| 焦点 | 固定的 | ||
| 原产国 | 德国 | ||
| 环境与认证 | |||
| 工作温度范围 | 0…50°C | ||
| 存储温度范围 | -40…85 °C | ||
| 相对湿度 | 10 – 95 %,无冷凝 | ||
| 防护等级 | IP 65 | ||
| 电磁兼容性 | 2014/30/EU | ||
| 冲击 | IEC 60068-2-27(25 G 和 50 G) | ||
| 振动 | IEC 60068-2-6(正弦波) IEC 60068-2-64(宽带噪声) |
||
| 标准 | CE, UKCA, RoHS | ||
| 电源 | |||
| 电源 | 100-230 VAC / 24 VDC | ||
| 电流消耗 | 3A | ||
| 配件 | |||
| 红外热像仪快门 | 包括 | ||
| 遥控器 | 包括 | ||
| 机柜 | 包括 | ||
| 远程控制 | 包括 | ||
| 零部件号 | OPTTDGIS64IO33R | OPTTDGIS64IO60R | OPTTDGIS64IO90R |
| 附加说明 | 1) 90% 能量 2) 环境温度 23 ± 5°C 时,物体温度 > 0°C ; 3) 环境温度 <18°C 和 >28°C 时,以较高者为准 4) 90% 值 5) 测量区域直径 6) 准确度声明从 150°C 开始生效 |
||
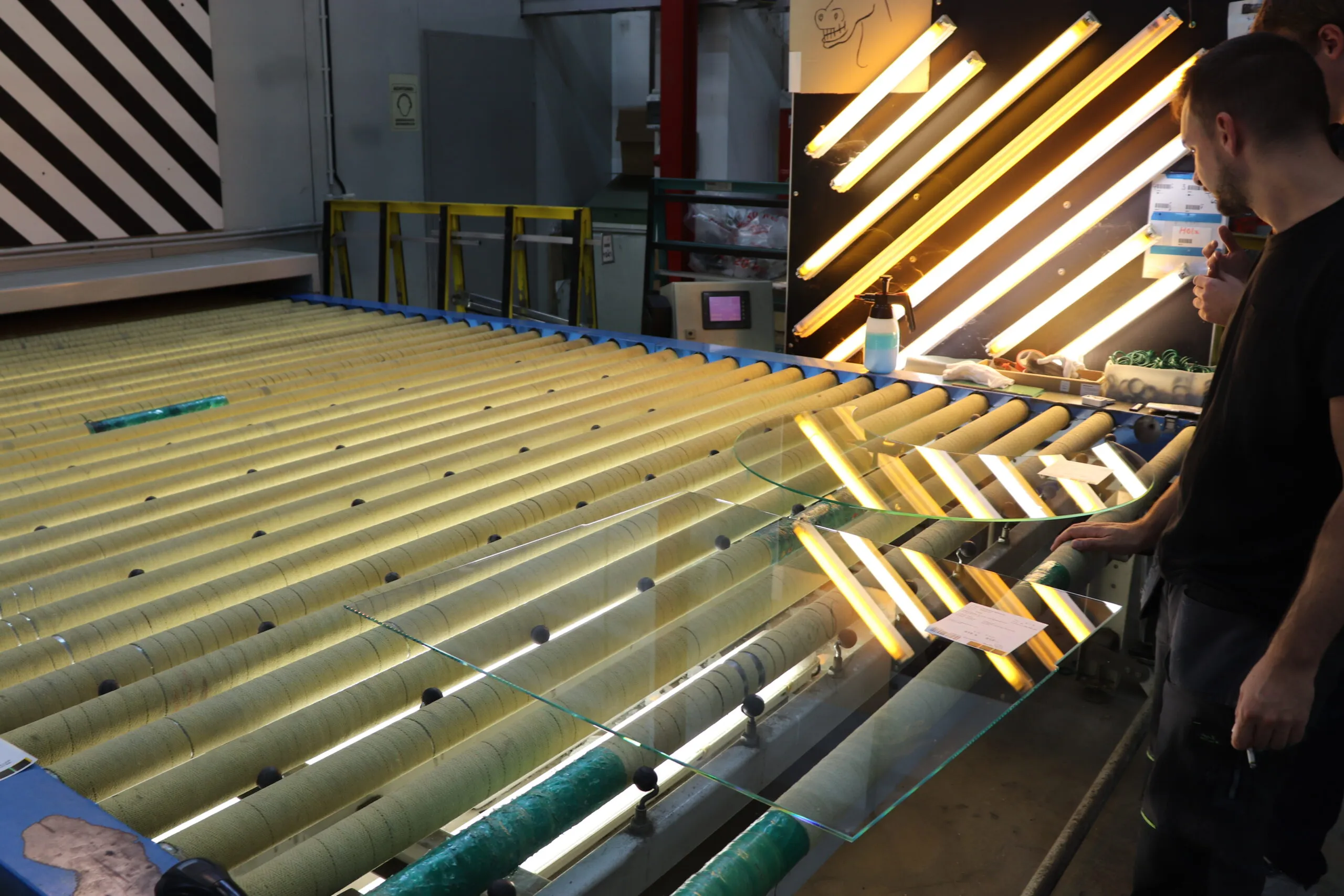
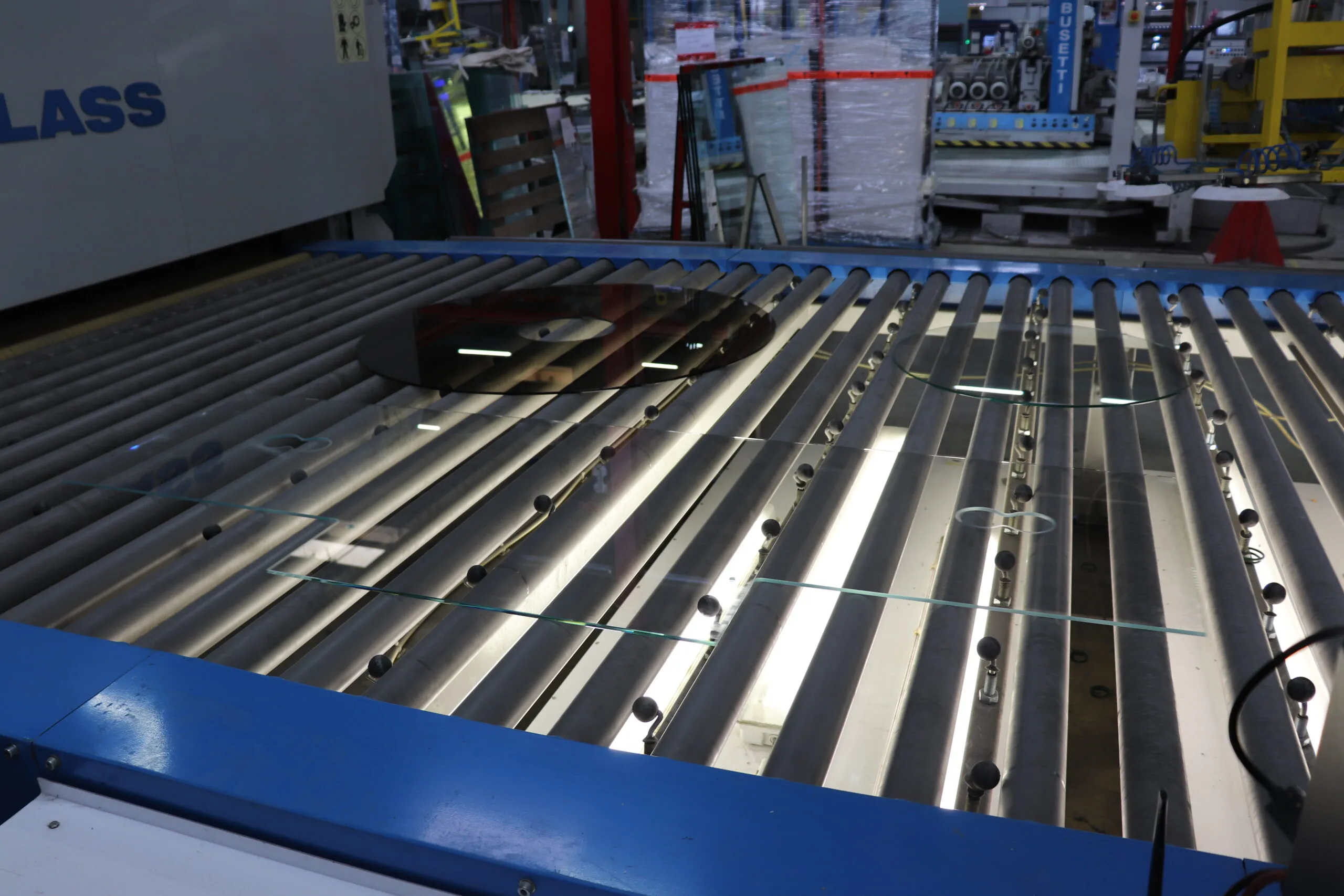
应用领域

软件
 “热成像软件 optris PIX Connect 已包含在内,无需许可证。所有红外热像仪均随附热成像软件 optris PIX Connect,该软件专为大量记录和分析热图像而开发。基于 Windows 的 PIX Connect 软件使用户能够定制红外摄像机以满足特定要求。它分析实时和记录的温度数据并触发警报信号以进行流程集成。利用 Optris 红外热像仪的关键是正确配置。这包括详细的设备特定配置,例如帧速率、测量范围调整、外部通信设置和 USB/以太网配置。此外,PIX Connect 还便于固件更新和通过互联网下载配置文件。
“热成像软件 optris PIX Connect 已包含在内,无需许可证。所有红外热像仪均随附热成像软件 optris PIX Connect,该软件专为大量记录和分析热图像而开发。基于 Windows 的 PIX Connect 软件使用户能够定制红外摄像机以满足特定要求。它分析实时和记录的温度数据并触发警报信号以进行流程集成。利用 Optris 红外热像仪的关键是正确配置。这包括详细的设备特定配置,例如帧速率、测量范围调整、外部通信设置和 USB/以太网配置。此外,PIX Connect 还便于固件更新和通过互联网下载配置文件。
PIX Connect
 Optris 为我们的 Xi 和 PI 热成像摄像机提供了几种不同的 SDK。根据操作平台、红外摄像机、编码语言和硬件平台,可以使用不同的软件接口:
SDK
Optris 为我们的 Xi 和 PI 热成像摄像机提供了几种不同的 SDK。根据操作平台、红外摄像机、编码语言和硬件平台,可以使用不同的软件接口:
SDK
下载
常见问题
系统需要输入吗?
是的,建议在测量玻璃板后立即触发系统。在这种情况下,快门可以在系统不测量时保持关闭,以保持光学元件清洁。
使用什么作为参考传感器?
在玻璃板下方使用波长灵敏度为 5.0µm 的 CTlaser G5。
触发线扫描时系统在做什么?
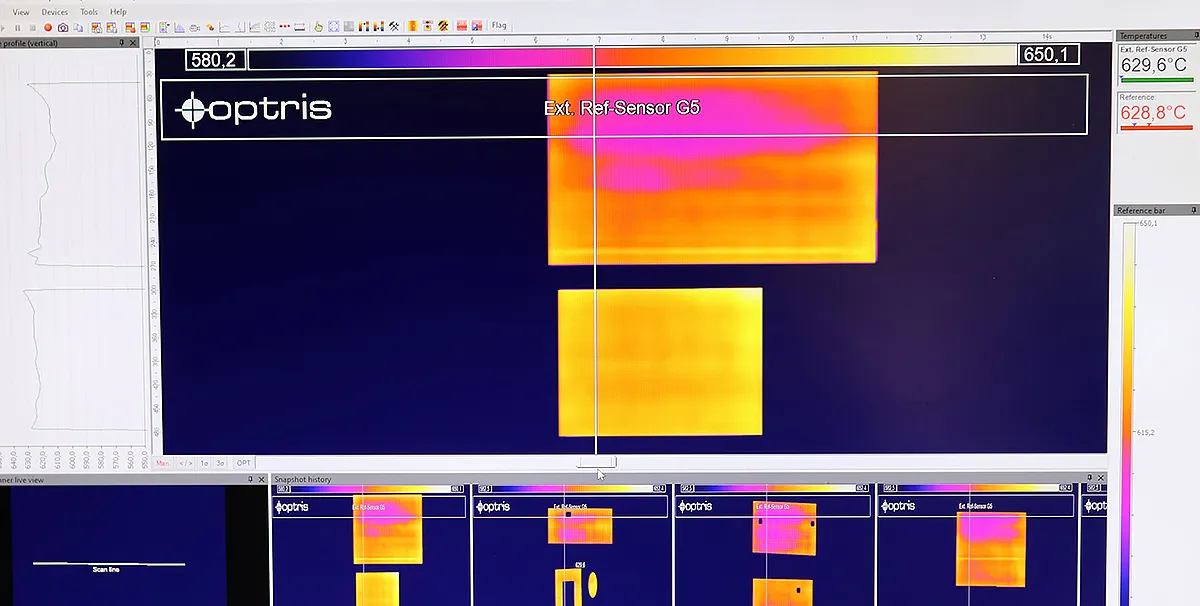
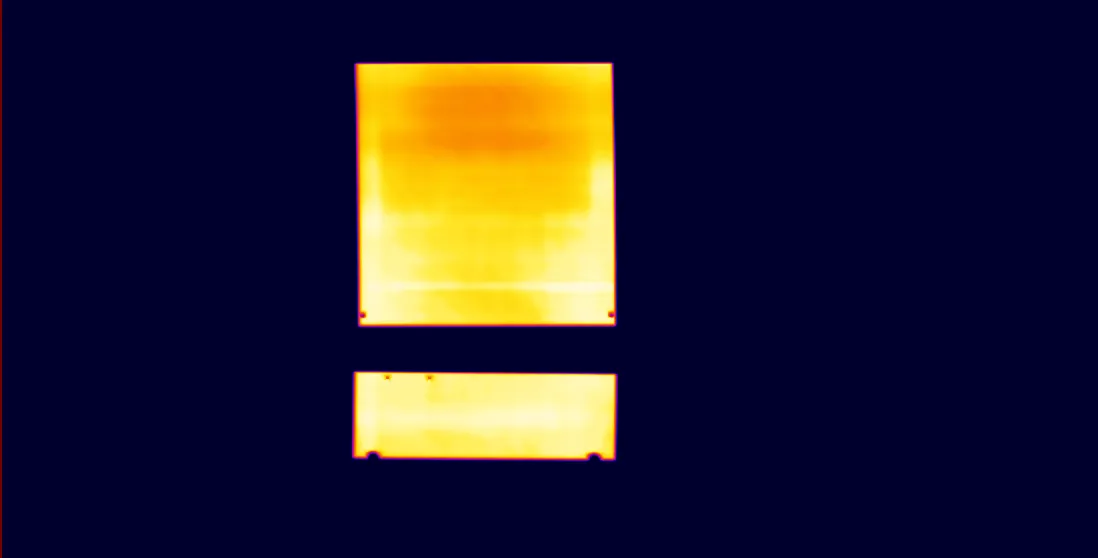
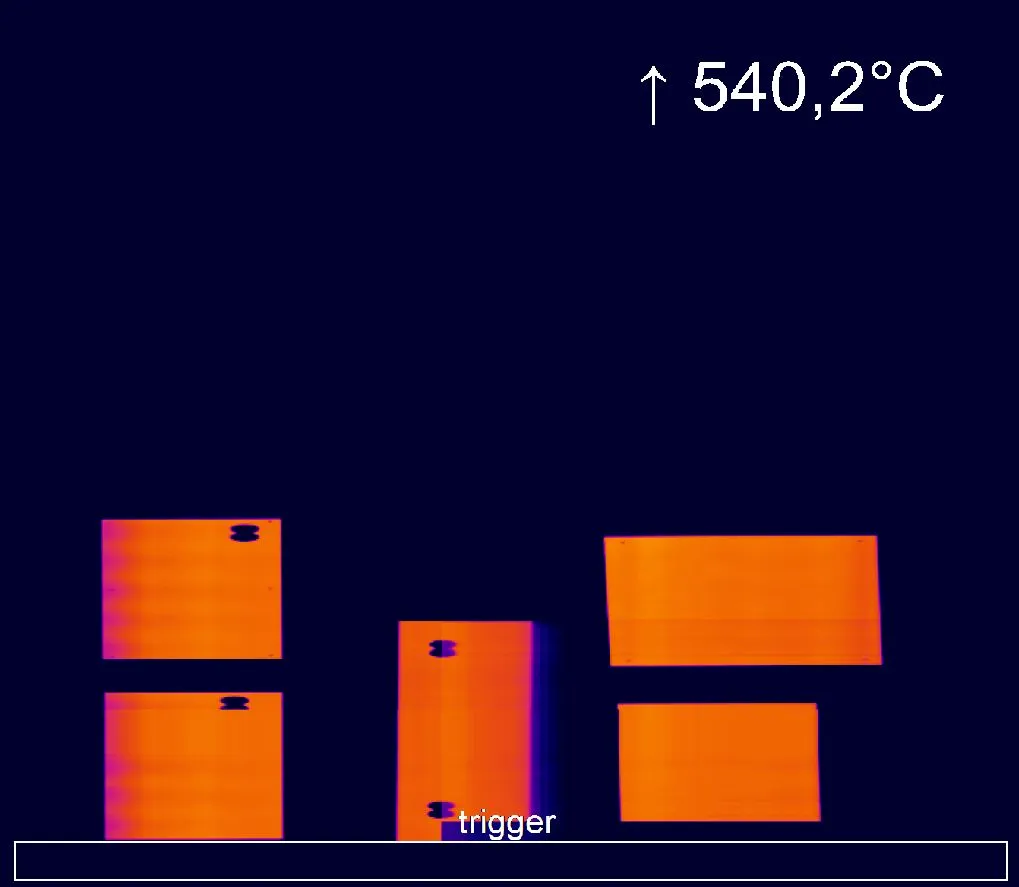
玻璃系统从炉子获取信号;信号打开两个快门,实际过程开始。软件开始线扫描并逐行构建图像。最终,创建完整的产品图像并自动保存为快照。由于每个像素都保存为温度值,因此可以随后进行精确的分析。除了保持正确的温度外,软件还将温度分布显示为轮廓。在这里,可以准确地看到玻璃上的温度分布有多好,并且可以轻松检测到不均匀性。
应该进行哪种维护?
尽管红外热像仪受快门保护,但当系统不使用时,系统需要定期进行维护检查。在这里,应该检查热像仪的光学元件是否干净且正确对焦,以及快门系统是否仍正常工作。这包括快门的完全打开和关闭。必须注意这些点,因为它们直接影响温度测量。切勿使用含有溶剂的清洁剂(无论是用于镜头还是外壳)。可以使用柔软的湿纸巾(用水润湿)或镜头清洁剂清洁镜头表面。
温度读数是否取决于测量角度?
角度依赖性是测量温度时要考虑的另一个重要因素。在未涂层的一侧,值在 45° 的角度下是恒定的。在涂层侧(低辐射),60° 光学元件是首选,因为发射率变化的影响在这里可以忽略不计。
为什么要用 G7 红外热像仪测量玻璃?
准确的温度测量在很大程度上取决于玻璃的发射率,这是一个受多种因素影响的关键决定因素,并针对特定应用进行量身定制。窄带 G7 光谱范围的峰值为 7.9 µm,与玻璃的最高发射率一致,通过最大限度地减少与反射率和透射率相关的问题,促进远程温度测量。此外,在这个波长范围内,玻璃表面发射率的角度依赖性降低,即使在倾斜的视角下,也可以不受反射影响地进行温度测量。
如何对准热像仪?
G7 红外热像仪提供一种瞄准模式,在该模式下会显示红外图像,但不测量温度值。
供货范围

- 具有 60° 或 90° FOV 的 PI 640i 成像仪
- 工业过程接口
- 具有 USB 接口和校准证书的 CT G5L 参考传感器
- 带有用于成像仪和参考传感器的安装支架的 DCLP 快门系统
- 千兆 USB 服务器
- 控制柜
- 电缆组
- 遥控箱
- 软件包
- 用于初始启动的 100-230 V AC/24 V DC 电源
告诉我们您的红外温度测量需求
Optris专业的工程师将为您提供最适合您行业的产品选购建议。

